Презентація на тему:
деформації зварювання
Завантажити презентацію










деформації зварювання
Завантажити презентаціюПрезентація по слайдам:

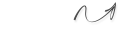
ДЕФОРМАЦІЇ ТА НАПРУГИ ПРИ ЗВАРЮВАННІ

Деформація – зміна форми і розмірів тіла під дією зовнішніх сил. Основними видами деформації є:розтяг, стискання, згин, зсув, кручення.

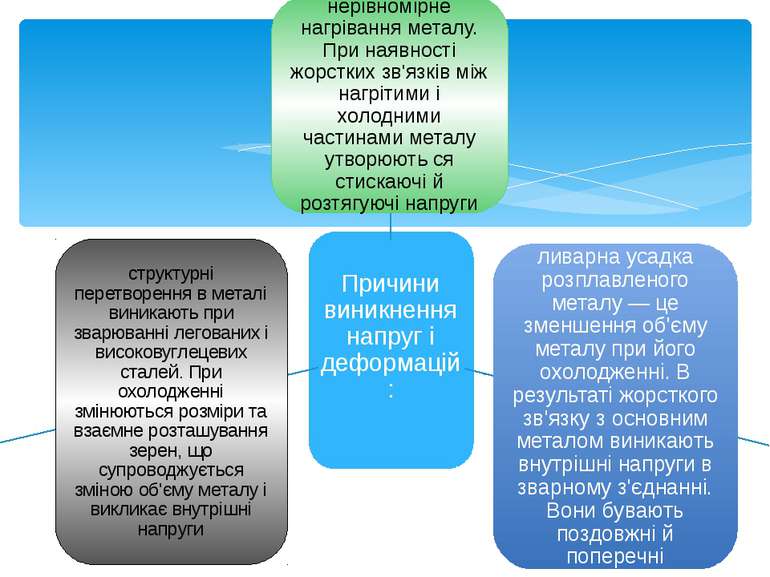
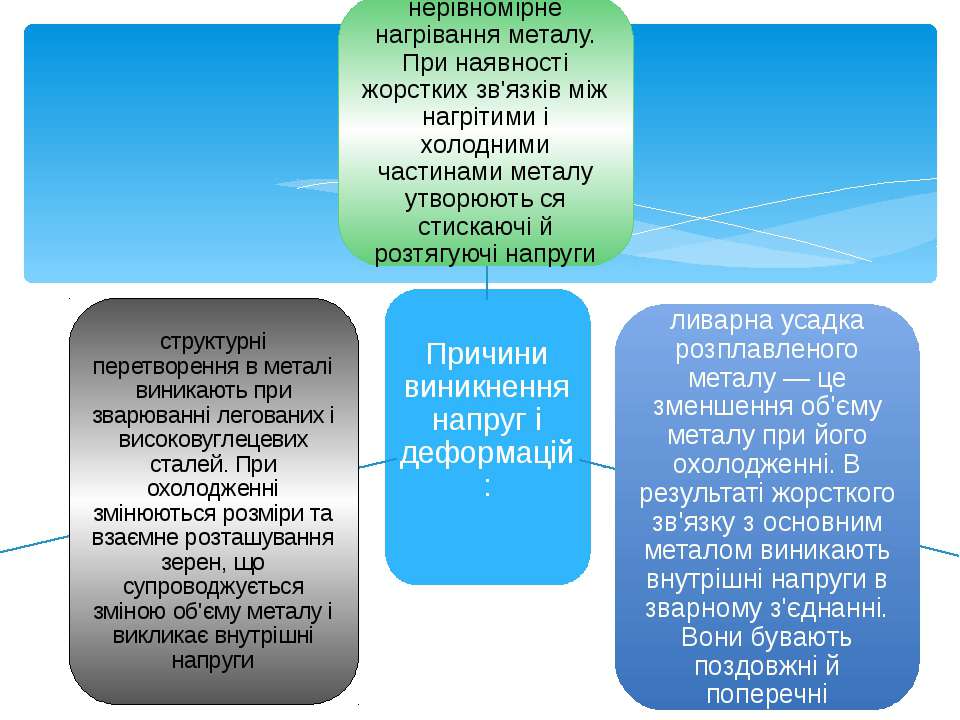
Однією із властивостей металів є здатність змінювати розміри при змінах температури. При нагріванні метали вільно розширюються. Величина розширення залежить від температури нагрівання і коефіцієнта лінійного розширення металу. ПРИЧИНИ ВИНИКНЕННЯ НАПРУГ І ДЕФОРМАЦІЙ ТА СПОСОБИ ЇХ ЗМЕНШЕННЯ

Класифікація напруг та деформацій Залежно від причин, які викликають власні напруги, розрізняють: – теплові напруги (викликані нерівномірним розподілом температури при зварюванні); – структурні напруги (виникають внаслідок структурних перетворень при нагріванні вище критичних температур). Залежно від тривалості існування власні напруги й деформації бувають: – тимчасові (існують у конструкції в певний момент часу і зникають після охолодження виробу); – залишкові (залишаються у конструкції після зникнення причини, яка їх викликала).

Напруги бувають розтягуючі й стискаючі. Власні зварювальні напруги в свою чергу можуть бути реактивні та залишкові. Реактивні напруги виникають при зварюванні виробів, які знаходяться в жорстко закріпленому стані. Залишкові напруги виникають у виробі завдяки місцевим пластичним деформаціям і залишаються після зварювання.

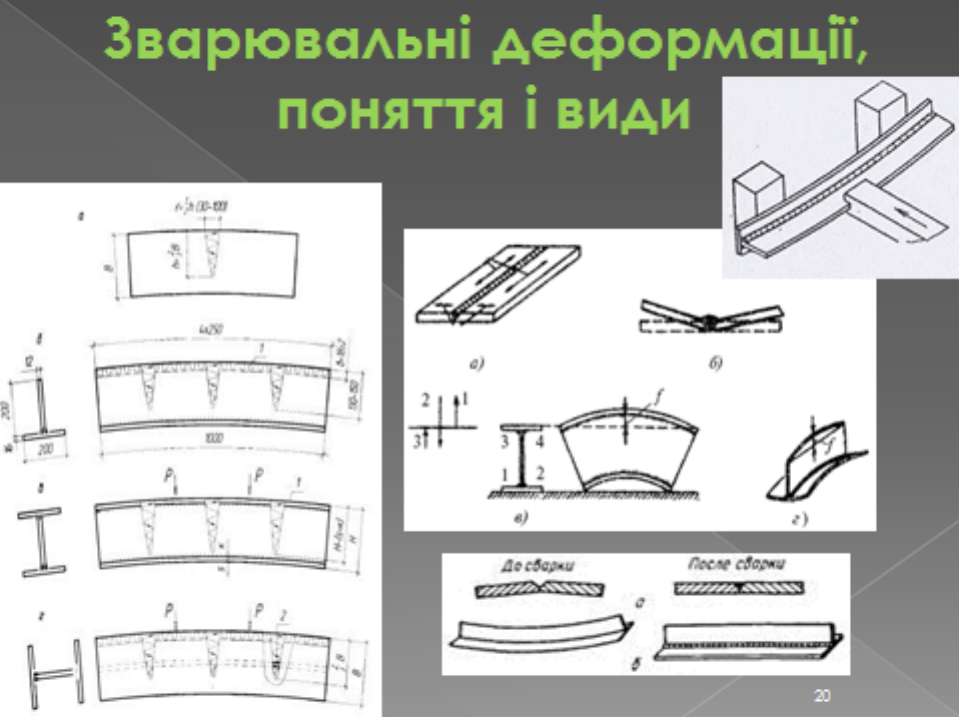
Деформації, які змінюють розміри всього виробу, називають загальними, а які відносяться до його окремих елементів — місцевими.
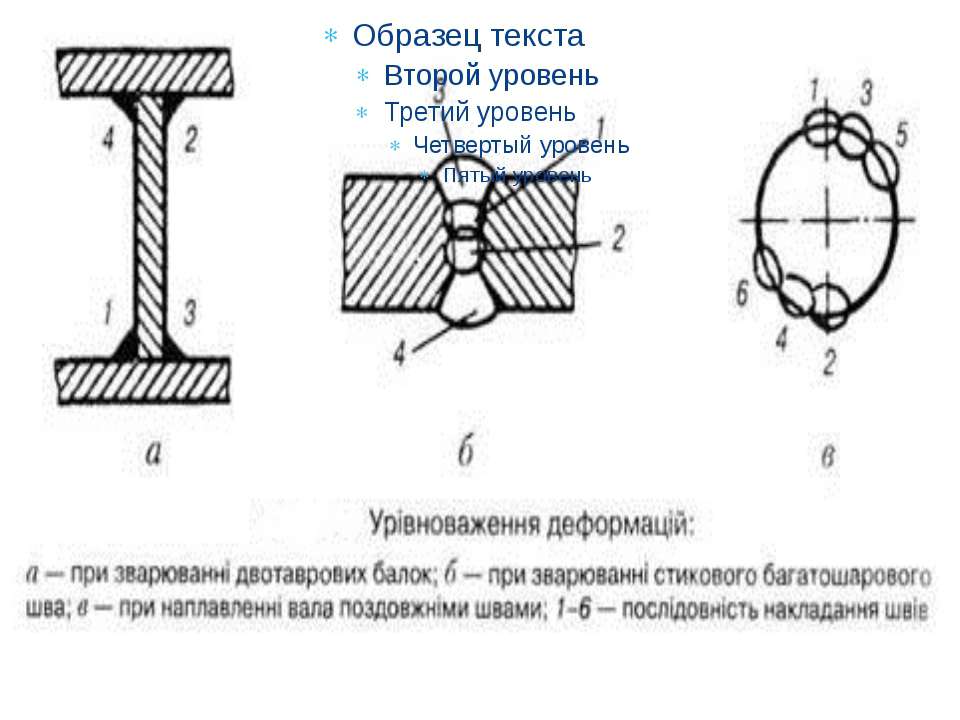

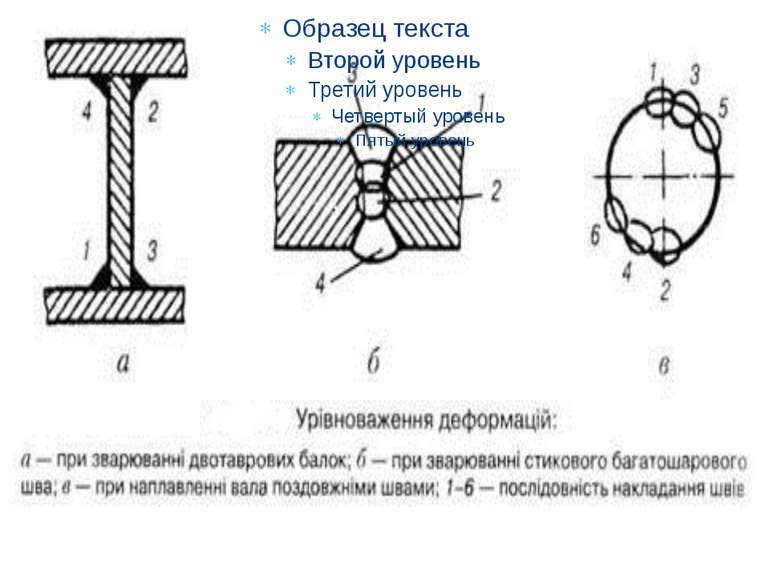
– попередній та супровідний підігрів — для сталей, схильних до гартування й утворення тріщин. Підігрівання зменшує пластичні деформації, залишкові напруги та сприятливо впливає на структуру металу шва й біляшовної зони; – проковування швів — виконують по гарячому або по холодному металу. При цьому проходить розтискання металу в різні сторони, що знижує розтягуючі напруги. Шви на металі, схильному до гартування, не проковують; – зворотноступінчастий порядок накладання швів забезпечує більш рівномірне нагрівання металу, при цьому величина деформацій зменшується; – урівноваження деформацій — почерговість накладання швів вибирають так, щоб кожен наступний викликав деформацію, зворотну до деформації, одержаної після попереднього шва; – зворотні деформації — деталі розташовують під деяким кутом одну до одної. У процесі зварювання кромки наближаються, а деформації зменшуються ; – жорстке кріплення деталей — використовують спеціальні пристосування (кондуктори), в яких зварюють деталі, а виймають їх тільки після охолодження. При цьому можливе виникнення внутрішніх напруг; – термічна обробка — відпал, нормалізація й відпуск — знижують внутрішні напруги, вирівнюють структуру шва та біляшовної зони. Для зменшення внутрішніх напруг застосовують:

У процесі виготовлення у зварних конструкціях виникають напруги й деформації. Якщо напруги перевищують границю текучості металу, то виникає пластична деформація. Це призводить до зміни розмірів, форми та короблення виробу. Якщо напруги перевищують границю міцності, то виникають тріщини.

Після зварювання для зняття зварювальних напруг застосовують термічну обробку. Термічна обробка зварних з'єднань включає різні операції теплового впливу на метал, при якому відбуваються зміни структури та фазового стану металу, рівня напруг, деформацій та відповідних механічних властивостей.

Виконала Близнюк Альона
Схожі презентації







Категорії